Il controllo qualità in accettazione
Piani di Campionamento
Il controllo in accettazione consiste nell’ispezione e nella presa di decisione in merito alla sorte di un lotto produttivo, basata su di un campione. E’ una misura della non qualità. Non è un metodo di controllo della qualità.
E’ solitamente posto alla fine o all’inizio del ciclo produttivo ma può anche essere collocato fra una fase e l’altra della produzione.
La verifica campionaria è necessaria quando:
- la verifica è distruttiva;
- il costo dell’ispezione è elevato;
- la verifica al 100% non è tecnicamente attuabile o inciderebbe troppo sui tempi di produzione;
- l’errore di ispezione è elevato;
- la reputazione sulla qualità del fornitore è elevata ma non è accettabile che si accetti senza ispezione un lotto;
- ci sono elevati rischi da prodotto.
Tipi di piani di campionamento
- Per ATTRIBUTI, con la verifica della conformità ad una o più specifiche.
- Per VARIABILI, con la misura di una grandezza CTQ (critical to quality) su una scala numerica.
- PIANO DI CAMPIONAMENTO SEMPLICE, definito da una numerosità del campione n e da un numero di accettazione.
- PIANO DI CAMPIONAMENTO DOPPIO, definito dalla numerosità di un due campioni, e due numeri di accettazione. Al primo passo il lotto può essere accettato o rifiutato, oppure dar luogo al secondo campionamento nel quale si può di nuovo avere accettazione o rifiuto del lotto.
- PIANO DI CAMPIONAMENTO MULTIPLO, estensione del piano di campionamento doppio, considerando i primi k -1 passi, come il primo del campionamento doppio.
- PIANO DI CAMPIONAMENTO SEQUENZIALE, le unità sono prelevate dal lotto una alla volta e le decisioni prese ad ogni passo.
La norma 2859
La UNI ISO 2859 precisa i piani di campionamento ed i procedimenti di collaudo per attributi di unità di prodotto discrete. Essa è indicizzata secondo il livello di qualità accettabile (LQA).
Il suo scopo è di mantenere, attraverso una pressione di tipo economico e psicologico, un livello medio del processo non peggiore delI’LQA specificato, e di dare al committente un limite superiore per il rischio di accettare occasionalmente un lotto di bassa qualità.
La UNI ISO 2859 non deve essere intesa come un procedimento per stimare la qualità del lotto o per separare i lotti in funzione della stessa. I piani di campionamento indicati nella UNI ISO 2859 sono applicabili ma non limitati a:
- prodotti finiti;
- componenti e materie prime;
- operazioni;
- materiali lungo il processo;
- forniture in magazzino;
- operazioni di manutenzione;
- dati o registrazioni;
- procedimenti amministrativi.
Questi piani sono destinati soprattutto ad essere utilizzati per una successione continua di lotti tale da permettere l’applicazione delle regole di commutazione che provvedono a:
- una protezione automatica del committente, mediante il passaggio al collaudo rinforzato o alla interruzione del collaudo, qualora venga evidenziato un deterioramento della qualità;
- un incentivo a ridurre (a discrezione dell’ente che ne ha la responsabilità) i costi del collaudo, mediante il passaggio al collaudo ridotto, qualora si riceva una qualità sistematicamente buona.
La norma è basata sulla percentuale di unità di prodotto non conformi o anche sul numero di non conformità per 100 unità prodotte.
Lo schema di campionamento prevede una serie di regole di commutazione per passare fra i differenti piani di collaudo
- Scelta dell’LQA (determina il rischio del produttore)
- Scelta del livello di ispezione (determina il livello di protezione/rischio dell’acquirente)
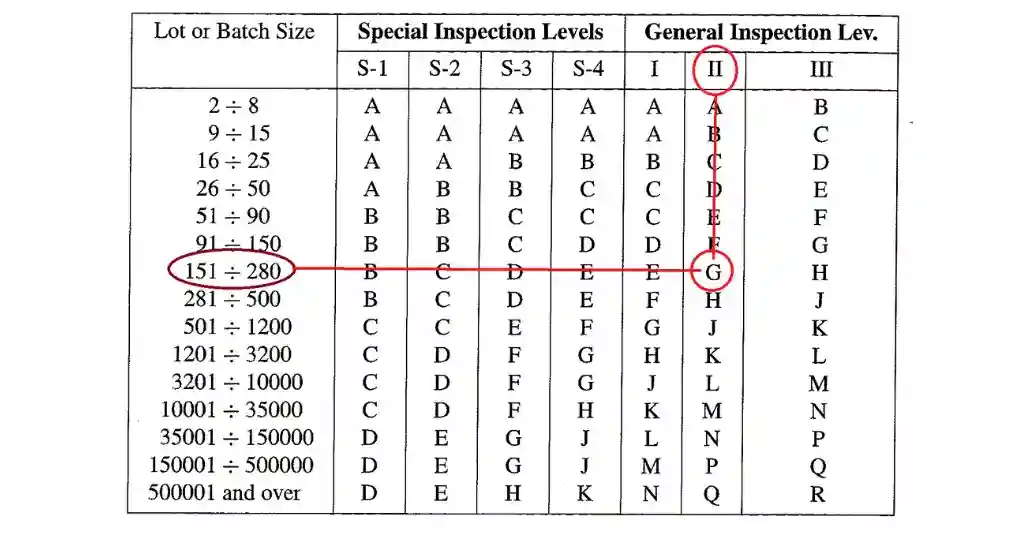
- Determinazione della dimensione del lotto
- Individuazione della lettera di codice appropriata per determinare la dimensione del campione
- Determinazione del tipo di campionamento appropriato (semplice, doppio, multiplo)
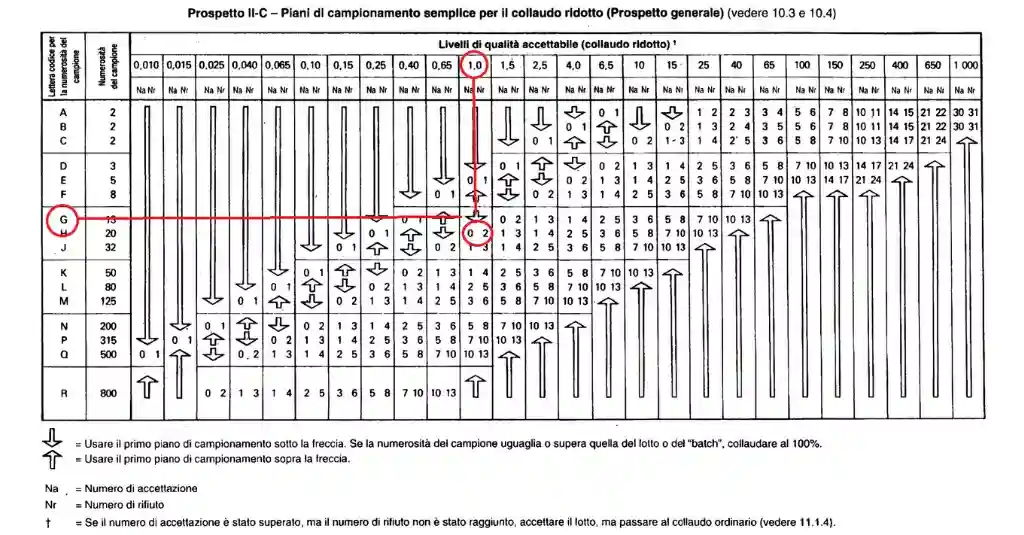
- Utilizzazione della tabella appropriata per individuare il piano da impiegare
- Determinazione dei corrispondenti piani ridotti o rinforzati da utilizzare in caso di commutazione
Il livello di collaudo scelto determina il potere discriminante della prova. Il livello I è quello con minor potere discriminante, il livello III è quello con maggior potere discriminante. Salvo diversa indicazione e per normali necessità si usa Il livello II. I livelli speciali S1, S2, S3, S4 sono usati quando sono necessarie numerosità di campione piccole, e possono o devono essere tollerati i rischi determinati dal minor potere discriminante (ad es. controlli su materiali ricavati da un processo continuo).